 材料是一种公认的无毒、健康的材料,几乎运用在涉及人体健康的所有领域。近年来不锈钢管道逐渐进入民用给水管道领域。其中普通厚度不锈钢管,采用丝接或焊接方式连接,但是不锈钢管材料造价高,因而限制了不锈钢管在民用建筑给水领域的发展。随着不锈钢生产工艺的提高,以及薄壁连接技术的研发与应用,越来越多的薄壁不锈钢管已经开始作为给水材料。薄壁不锈钢的焊接连接技术较卡压式连接、螺纹连接有着经济合理、连接稳定可靠的特点。同时,不锈钢水管和管件焊接加工有其特殊的要求:如气体保护焊接、热输入控制、钝化、固溶处理等。如果脱离了关键的工艺要求,不锈钢水管和管件的可靠性将被大大地打了折扣。本文将对薄壁不锈钢管焊接技术要点做简要阐述。
材料是一种公认的无毒、健康的材料,几乎运用在涉及人体健康的所有领域。近年来不锈钢管道逐渐进入民用给水管道领域。其中普通厚度不锈钢管,采用丝接或焊接方式连接,但是不锈钢管材料造价高,因而限制了不锈钢管在民用建筑给水领域的发展。随着不锈钢生产工艺的提高,以及薄壁连接技术的研发与应用,越来越多的薄壁不锈钢管已经开始作为给水材料。薄壁不锈钢的焊接连接技术较卡压式连接、螺纹连接有着经济合理、连接稳定可靠的特点。同时,不锈钢水管和管件焊接加工有其特殊的要求:如气体保护焊接、热输入控制、钝化、固溶处理等。如果脱离了关键的工艺要求,不锈钢水管和管件的可靠性将被大大地打了折扣。本文将对薄壁不锈钢管焊接技术要点做简要阐述。
1 建筑给水用薄壁不锈钢管道的概述
建筑用薄壁不锈钢给水管(以下简称:薄壁不锈钢管)一般是指壁厚与外径之比不大于6%的不锈钢管,其材质主要有OCr18Ni9 (SUS304)、OOCr19 Nil0( SUS304L)、OCr17Ni12M02(SUS316)等。薄壁不锈钢不与水发生反应,如304材料能耐200mg/L氯化物的介质,一般自来水氯化物含量为50mg/L左右。它具有无毒、不积垢、无腐蚀、不良渗出物,无异味和浑浊现象,可保持水质纯净卫生,可以达到国家直接饮用水质标准的要求。薄壁不锈钢管化学成分稳定,有优异的耐腐蚀性,能耐各种酸碱盐溶液的冲击。即使受到机械损伤,也能在常温状态下,立即氧化恢复成新的钝化膜。薄壁不锈钢管使用寿命很长,据有关试验统计使用寿命可达70年以上。
薄壁不锈钢管抗拉强度高,其抗拉强度应大于520MPa,断后伸长率大于35%,横向延伸率大于25%。是碳素钢管的2倍,是铜管的3至4倍,塑料管的8至10倍。而且有良好的延展性和韧性,良好的低温脆性;对冲撞能有很强的吸收能力,抗震和抗冲击性能强;具有优良的耐磨疲劳特性;较好的高温强度,优良的防火和防热辐射性能;加工容易,不锈钢水管容易切割、成形和焊接;薄壁不锈钢管的热传导率低(是钢管的1/25是钢管的1/4),热胀冷缩缓慢,特别适用于热水给水管道。综上所述,薄壁不锈钢管非常安全可靠,能很好地经受热震动冲击和热胀冷缩,能经受高速水流,冲蚀、涡流、水锤而不会造成任何影响,可大大降低给水管的渗漏率。其可用于工作压力小于1.6Mpa的冷水、热水及洁净水的传输。
2 薄壁不锈钢管道焊接工艺
2.1 管道装配方式
薄壁不锈钢管道通常采用承插式连接和对接式连接,一般承插式连接适用于管径较小的管道(DN15至DNIOO),对接式连接适用于管径较大的管道(DN125至DN500)。当壁厚小于2mm时,宜采用承插式氩弧焊连接;当壁厚大于2mm时,宜采用对接式氩弧焊连接。承插连接时,当管材插入管件时,应严格控制管材外径;当管件插入管材时,应严格控制管材内径。对接式连接时,壁厚小于4mm时可不开坡口,对口时应留有间隙,通常为2mm左右,法兰角接头应选用同种材质的法兰。
2.2 焊接工艺要求
(1)焊接工艺参数选择
薄壁不锈钢管道通常采用非熔化钨极氩弧焊。焊接工艺参数主要包括:焊接电流、焊接电压、焊接速度、焊嘴尺寸、焊丝直径等。焊接电流是决定焊缝成型的关键因素,通常根据焊件尺寸、厚度决定。
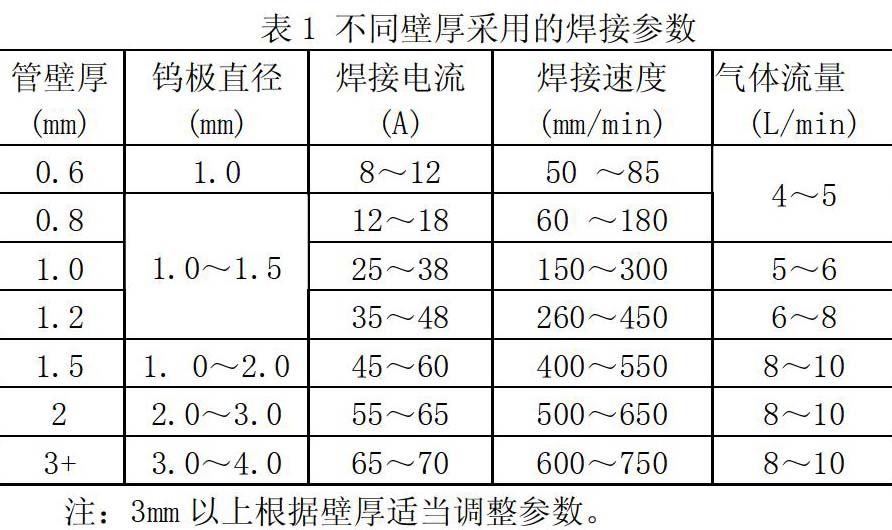
因薄壁不锈钢管道壁厚较薄,受热面小,而不锈钢热传导率低,故焊接应选用较小的热输入,控制焊接电流、焊接速度,有条件的可以使用可控制焊接热输入的高频引弧焊把,尽量减少因过热产生裂纹。当进行管道与法兰角接头焊接时,应根据管壁确定焊接热输入。焊接时应为小电流、快速度。推荐参数如下:
焊件较薄时可采取自熔母材连接,采用填丝时,焊丝应参照下表选用:
焊弧和焊弧电压:焊弧范围约0.5至3mm,对应电弧电压为8-10V。
焊机极性采用直流正接方式。
(2)焊接气体保护
因管壁较薄,管道内部温度高,故承插式连接和对接式连接均应进行内部充氩保护,保护使用的氩气纯度应达到99.99%。若管道外径小、管线长度不长,可采取若干条焊缝组成一个系统,一并冲氩保护,系统内后续焊接的焊缝焊口点固后,用薄膜包裹。管段一段密封盖上开孔,用管子向管道系统内冲氩气,另一端密封口开一小孔,氩气置换内部空气后方可开始施焊。
若管道外径较大、管线长度较长,采用整体冲氩成本偏高,且氩气保护效果不佳。可采用水溶纸粘贴在焊口两端接头内部,距离以能探入深度而定,一般不应小于lOmm。焊前将细软管塞入接头内,置换出内部空气后方可施焊。
(3)焊接操作要求
施焊焊工应持有焊工资格证书,起弧前提前送气,焊嘴将氩气充分填充在焊口周围。起弧后采取不摆动、快速焊接。焊接时填丝充分,实时观察熔池情况。收弧时,在灭弧后,焊嘴仍需停留在收弧点,保护几秒时间。焊缝冷却后检查弧坑,必要时采取打磨,消除潜在弧坑裂纹。
(4)焊后处理
为了提高薄壁不锈钢管的外观和耐蚀性,焊接后的焊缝必须进行酸洗钝化处理。不锈钢酸洗钝化一般是采用酸洗钝化膏和酸洗钝化液进行处理。去除焊接、高温加工处理后产生的氧化皮,使之银亮有光,并使处理后的表面形成一层以铬为主要物质的氧化膜,不会再产生二次氧蚀,达到钝化目的,从而提高不锈钢制品的表面防腐质量,延长设备使用寿命。