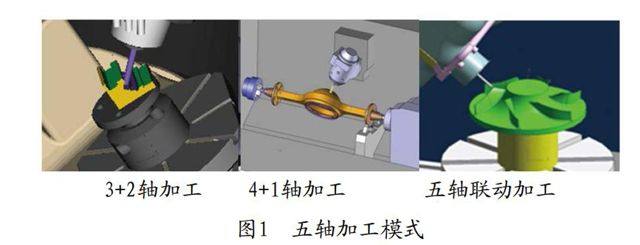
 材料,这样就能有效控制工件的应力和热变化。例如在加工螺旋桨、航空发动机的整体叶轮时都需用到五轴联动加工保证产品的质量和精度。以上三种加工模式如图1所示:
材料,这样就能有效控制工件的应力和热变化。例如在加工螺旋桨、航空发动机的整体叶轮时都需用到五轴联动加工保证产品的质量和精度。以上三种加工模式如图1所示:
3+2轴加工 4+1轴加工 五轴联动加工
图1 五轴加工模式
3 五轴加工的关键技术
要加工出高质量的五轴零件需要有先进的五轴设备、高效的五轴编程软件和合理的五轴加工工艺,三者缺一不可。具体操作流程为:根据加工条件,用CAD/CAM软件完成零件的三维造型及刀路设置,根据机床性能后置处理生成数控程序;然后应用仿真软件进行欠切、过切、碰撞检测以及试切削;最后操作五轴机床完成零件的加工。
3.1 五轴机床
五轴数控机床相对于三轴数控机床来说,不仅仅是增加两个旋转轴的问题,它在算法、控制技术上有着很大的提升,其关键技术包括主轴速度、驱动技术和控制技术,这些参数影响了五轴数控机床的加工范围和加工精度。
3.1.1 主轴速度。五轴数控机床在复杂异形件时,经常需要用到小直径刀具来提高零件表面质量,为此需要主轴具有较高的转速。如今五轴机床的主轴大多都采用电主轴(主轴速度基本保持在20000~50000r/min)来提高效率,减少能量损耗。在细微铣削(铣刀直径一般采用0.1~2mm)加工过程中,需要机床具备更高的主轴转速。
3.1.2 驱动技术。在进行复杂曲面加工时,经常需要对五轴机床的主轴转速和角度进行制动和变速以适应各种型面的加工。为达到在较高的进给速度或在短距离的走刀路径上,平稳地加工零件的轮廓,这就要求设备具有很高的主轴加速度。因此,在五轴加工过程中,主轴的加速度将控制着零件的加工精度和刀具的寿命。目前,普通的加工中心基本都是采用伺服电机和滚珠丝杠来驱动直线轴运动,但对于高端数控设备现已开始采用直线电机,如德国DMU公司的DMC75VLinear高速五轴加工中心。直线电机的优点包括:可简化机床结构,减去机床中将回转运动转换为直线运动的机械传动部件,减少能量损耗,从而有效提高零件加工精度,保证各轴的动态性能及移动线速度的稳定性。
如今,大部分的五轴联动加工中心基本都采用转矩电机来控制主轴头和回转工作台的运动和摆动。转矩电机是一种同步电机,属于直接驱动装置机构,它在转子上固定有需要驱动的零部件,这样就能尽量减少机械传动零部件。转矩电机的伺服响应灵敏,输出扭矩大、无传动间隙、无零件间的接触传动(避免磨耗)等特点,其角速度是传统蜗轮蜗杆机构的6倍以上,在驱动主轴头摆动的加速度可达3g以上。采用转矩电机替代传统的机械传动结构可以将设备简化,减少零部件数量,提高传动效率,同时提高整个机构运行的稳定性,从而提高零件的加工质量和效率。
3.1.3 控制技术。五轴联动加工就是要实现5个运动轴的同时运动,完成零件的加工。由于旋转运动轴的存在,导致坐标系是运动变化的,使得编程算法比三轴机床的算法复杂很多,各种插补运算量庞大,同时细微的旋转坐标轴误差将导致很大的加工误差。为此,要求五轴联动加工中心数控系统具备强大的控制和伺服能力以及高效的运算速度和控制精度,同时还要求系统具备良好的刀轴中心点控制管理能力,实现刀具长度补偿和刀具半径补偿,从而实现圆柱面和倾斜工作面的高效加工。目前在五轴联动加工中,常用的数控系统有:德国Siemens公司的Siemens840D和Heidenhain公司的iTNC530,它们广泛应用于各种高端的数控设备中。
3.2 五轴加工工艺
五轴数控加工工艺的划分模式有:按粗、精加工分,依据零件的形状、尺寸及精度等因素,将粗精加工分开的原则进行工艺划分;按刀具集中分,按选择的刀具进行工艺的划分,可以减少换刀次数,缩短加工时间,提高加工精度及效率;按加工部位分,遵循的原则有先近后远、先简后繁、先平面后孔。五轴联动精加工时,五轴设备的刚性、切削能力以及被切削材料的硬度都是应该考虑的因素。根据机械加工工艺规程,在五轴精加工时一般预留0.5~0.8mm的余量精加工。过大的切削量是不允许的,它将对五轴机床的主轴造成损坏,因此工艺人员在制定工艺方案时,应着重考虑五轴联动加工时的切削参数,并书面告知操作人员注意事项。同时在进行五轴联动加工前应进行仿真验证,避免碰撞及过切现象的产生。
3.3 五轴加工关键技术
3.3.1 刀轴控制。五轴联动加工过程中的刀具轨迹非常复杂和抽象,为了加工出复杂异型零部件的曲面及空间,经常需要进行多次坐标系和刀轴的变化来完成零件的加工,同时还要考虑各运动轴的协调性,避免干涉、碰撞现象的产生,因此在执行程序前需要用CAD/CAM软件对刀轴进行验证。
3.3.2 试切加工。在五轴联动加工过程中,为提高多轴加工的效率及保证加工系统的刚性,实际的切削参数往往要比NC程序中设定的值低(尽量先将倍率调到较低值,然后慢慢提高,直至找到一个最佳方案);另外,当五轴设备的五个运动坐标轴都在运动时,其刚性比三轴设备要低,如果处理不好,将直接影响设备的性能和产品的加工精度。
3.3.3 CAD/CAM软件。要实现复杂曲面的五轴加工,关键需要五轴CAD/CAM软件来实现加工工艺。如今能进行五轴编程的软件有UG、hyperMILL、cimatron、powermill、caxa制造工程师等,其中由于powermill软件具有功能强大,操作简便等特点,在国内市场的占有率正在逐年提高。现在越来越多的学校、工厂正在用powermill软件编制五轴加工刀路,完成复杂异形零件的加工。powermill软件中的五轴加工策略很多,其中“曲面投影精加工”策略的加工范围广、生成的刀具路径质量高效,特别适用于复杂曲面的加工,越来越受到机械制造工艺师的青睐。为此,研究“曲面投影精加工”的原理、相关参数的含义以及使用方法,对用好该五轴加工策略意义重大。
3.3.4 刀路优化。在编制NC程序时,要避免刀轴不必要的、过度的摆动,防止因机床主轴或工作台过于频繁的摆动,造成机床的损坏。在进行刀路优化时,着重要注意连接刀路的设置,生成多轴刀路后,还需根据机床性能、零件特征,调整连接刀路参数,优化刀具
路径。
3.3.5 仿真验证。由于五轴设备贵重,加工程序量大,需要考虑的干涉、碰撞问题较多,所以实际加工前一定要先进行模拟加工。如今的CAM软件基本只能进行程序的验证,很难仿真实际的工艺工装等实际加工情境,所以在进行实际的五轴联动加工前,建议编程人员使用专业的多轴数控仿真软件(VERICUT)进行仿真加工,来验证工艺及程序的安全性、可靠性,同时增强操作者和机床的安全保障。
4 结语
本文介绍了五轴加工的定义、特点、分类;着重介绍了五轴数控加工的关键技术,包括五轴设备、加工工艺、五轴CAD/CAM软件。在进行多轴加工时应对这三者进行深入研究,找出最佳方案,选用最佳参数,才能实现五轴的高效、高质量加工。
目前,数控加工正朝着高速、高效方向发展,采用五轴数控加工,能简化工艺工装,降低由于操作误差对产品精度的影响,大大缩短了切削加工时间并获得更好的加工表面质量。为缩短生产周期、降低人工成本、提高零件的加工精度及企业的竞争力,越来越多的制造类企业采用五轴加工代替原有的加工模式。
参考文献
[1] 郭雄华,朱克忆.PowerMill在某车型后底板前构件检具加工中的应用与研究[J].制造业自动化,2010,(7).
[2] 张守军,成丽霞.基于Delcam软件中PowerMILL加工技术的应用[J].模具制造,2008,(2).
[3] 金福吉.技术实现梦想,技能谱写绚丽人生——全国数控技能大赛10年纪实[J].金属加工(冷加工),2014,(18).
[4] 谭汝谋.加强多轴加工机床的研究与发展[J].专访专论,2004,(6).
[5] 林清源,张恩生,龚宣任.线型工具机技术发展[J].机械工业杂志,2004,(3).
[6] 张兴全.高性能数控系统需具备的特点[J].机械工人,2007,(2).
作者简介:曹著明(1981-),福建宁化人,北京电子科技职业学院讲师,研究方向:数控加工技术。
(责任编辑:黄银芳)