 总结如下:
总结如下:
1、管线封堵后密封不严
风险:介质在封堵处泄漏,当严重泄漏时,会造成管线无法完成断管;微小泄漏时,验封过程很难有准确判断,施工中会造成介质向连头点扩散,无法实现更换管道作业。
应对措施:当发现封堵处严重泄漏时,应停止下一工序(断管)施工,平衡封堵头两端压力后,将封堵头提出,检查封堵头皮碗的情况,如有损伤,更换新的皮碗,重新下封,如无损伤,将皮碗的螺栓进一步上紧,迫使皮碗裙边进一步胀大,增加密封强度。
当封堵处微小泄漏时,在封堵头前增加一道黄油墙(防火墙)进行二次保护,打开平衡孔通过导流管将泄漏介质放散,采用二次密封措施完全可以确保连头焊接
2、天气因素导致无法施工
风险:恶劣天气情况会造成施工质量下降,甚至不合格,出现返工延误工期。特别是雷电天气,由于封堵器较高,易出现雷击。
应对措施:搭建临时防雨、防风工棚,保证施工的正常进行。出现雷电天气时,作防雷网,并做可靠接地。
3、出现意外事故
风险:动火施工的意外事故有三种,一是操作不慎或违章造成人员伤害;二是安全检测不及时或不负责任,造成可燃气体浓度增加后未及时发现而造成火灾事故;三是可燃气体浓度严重超标时造成爆炸事故。
应对措施:在施工前对工人进行安全操作教育,现场设专人进行可燃气体浓度检测,每道工序打火前进行一次检测,若发生人员伤害、应急指挥小组立即报救护组进行救治,若出现火灾、爆炸事故则报消防组立即进行处置。
4、管件焊接时,造成管壁穿透
风险:管件焊接时由于使用不当的焊接工艺,或管线出现严重的腐蚀,焊接时,将管线烧穿,此时介质喷出,发生火灾。
应对措施:在施工前,编制焊接工艺规程同时进行焊接模拟试验和工艺评定,确保焊接工艺的合理性和安全性;在施工焊接前必须用测厚仪测管壁厚度,焊接处必须选择在远离腐蚀严重区域,并尽量选择管线壁厚处进行焊接;在焊接管件前,上游最近阀室压力应在允许带压焊接的计算压力以下;在达到焊接质量要求的前提下,控制焊接熔深,控制焊接过程中导入的热量;另外,根据管线运行时间和腐蚀情况,焊接过程中一定要严格按工艺操作确保无穿透事故发生。
5.确保封堵后能正常清管通球措施
将鞍型板根据计算深度尺寸焊接在塞堵底部,随塞柄恢复钻孔原位,以保证球体顺利通过;新老管连接管件采用4D弯头,不小于管道通径。
6.断管后对旁通管线的影响
为避免切断后的长输管线涨力对Ф159旁路段的影响,Ф159临时旁路管段采用〝U〞型涨力弯管段连接.
7.高流速下封措施
流速高的情况下封堵时,由于冲量较大,造成封堵头承受的力较大,甚至会造成封堵器主轴发生严重变形不能将封堵器下到位,或者是封堵后由于发生严重变形,造成封堵头不能取出。应在下封时不能一味执行先封下游后封上游的原则,应采取先下游后上游交替下封的方式,强迫增加上游旁通的流速,减少下游封堵器的受力。最后完成封堵时,还是下游先完成,上游后完成。
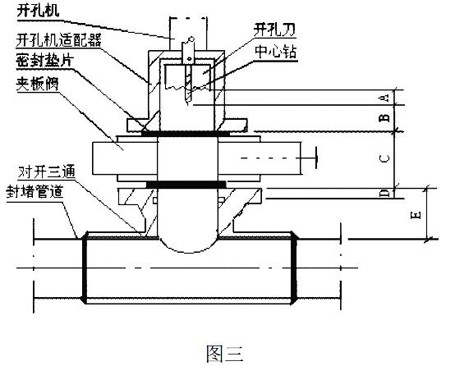
8.开孔作业时,可能产生卡刀现象
在开孔过程中,由于管线本身存在应力,这种现象经常发生,只要按规程操作,就不会产生问题。这种现象一旦发生,按如下操作:1、立即停机,并手动退刀1公分,再重新起机开孔;2、在选择开孔位置时,尽量选择管线变形小的位置;3、在开孔前,对焊接三通、夹板阀、结合器所形成的密封室必须做气体置换及压力检测。
六、结束语
油、氣管线不停输带压封堵施工技术是一种安全、经济、快速高效的在役管道维抢修特种技术,可有效避免资源浪费和环境污染,同时还能减少下游天然气用户的经济损失。该技术是油、气田维修及抢险任务中的关键技术之一,同时也是管道维护抢修技术的一种新的补充手段,有利于提高生产能力,节约能源和保护环境,有利于企业切实履行社会责任,是积极安全有效的一种新工艺。
参考文献:
[1]刘忠.一种新型的管道封堵器[J].石油机械,2006,34(1):14-16.
[2]金盟贺.浅谈带压封堵技术在输气管线不停输迁移施工中的应用[J].科协论坛,2011,12(4):24-26.
[3]高超.不停输带压封堵换管技术在石克气线中的应用[J].内蒙古石油化工,2008,15(17):35-37.