 企业安全顺利生产打下了基础,做到真正的节能降耗、企业效益和综合社会效益均十分明显。
企业安全顺利生产打下了基础,做到真正的节能降耗、企业效益和综合社会效益均十分明显。
关键词:45米浓缩机; 压力传感器 ;声光报警装置;信号采集滤波
一、项目提出的背景与要求
锦达洗煤厂是一座年入洗能力300万吨的大型现代化炼焦煤选煤厂,选煤工艺采用动筛预排矸+有压两产品主再选重介旋流器+TBS粗煤泥干扰床+浮选联合洗选工艺,全厂共六大生产系统,分別为原煤准备系统、主洗系统、产品储装运系统、煤泥水处理系统、矸石外运系统及辅助系统。现场使用的45米浓缩机自2016年安装以来,已运行将近2年,随着设备的老化、配件产品的更新换代,购买配件费用太大,维护成本太高。例如:购买一套原厂家带程序的PLC配件的价格是32000元/套(程序是加密状态的)。
二、 改造前浓缩机的现状及存在问题
在正常使用过程中体现出一些缺点和不足如下:
1.现场使用中自动提耙故障,不能自动提耙,长期工作在手动状态;日常检修中已排除外部元器件及线路故障的原因;初步判断是程序胡乱原因。系统还经常造成压耙或者驱动马达螺丝断裂等故障,
2.故障出现后的故障处理困难,开始人工放水、清理煤泥,潜水泵需要连续工作一周,造成设备维修维护劳动强度非常大。
3.程序处于加密状态,无法实施在线故障排除,对检修工作带来极大不便和困难。
4.没有声光报警装置,压耙故障不易及时发现,会造成液压马达和减速机链接螺栓崩断等现象。
鉴于以上不足,在不改变原硬件电路的情况下,从新编写程序以实现原浓缩机的所有煤泥处理和设备保护等所有功能。
三、 控制系统改造的技术方案
1.通过此次升级改造,使浓缩机复现自动提耙功能;通过现场液压泵站更换新型号的电接点压力表,压力传感器(提供4-20MA的电流信号)等主要配件外加PLC程序自己编写。
2.通过压力传感器采集到的压力达到上限自动提耙并实现声光报警,报警装置联动煤泥处理泵房的声光报警装置,提醒值班人员及时处理。压力到达下限自动降耙使煤泥充分搅拌并得以及时处理。
3.改造后可以大量减少故障,使的维修维护工和岗位工大大减少劳动强度。
4.PLC更换后,重新写入已编好的自动控制程序,能够方便以后故障排除和在线故障监测。
5.鉴于模拟量信号不稳定的问题,使用软件滤波,压力传感器提供稳定准确压力信号。
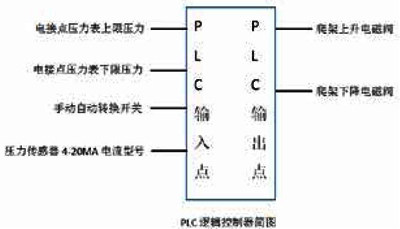
6.PLC控制原理简图如下:
四、控制系统改进的技术关键
1.增加声光报警装置,现场增加一个声光报警,泵房值班处设置一个声光报警装置,二者实现联动,一旦系统有报警二个报警器同时响,及时提醒岗位工巡查、处理。
2.鉴于模拟量信号不稳定的问题,使用软件滤波,压力传感器提供稳定准确压力信号。具体技术实现见“改造方案”的第6条。
3.模拟量信号采集滤波方法:
//调出模拟信号
LD SM0.0
MOVW AIW0, VW200
//定义采样时间
LD SM0.0
AN T37
TON T37, 1
//将模拟量值存入表格
LD T37
ATT VW200, VW0
//将值转化为实数
LD SM0.0
ITD VW200, VD204
DTR VD204, VD208
MOVW VW2, VW300
//求采样和
LD T37
+R VD208, VD212
//采样次数到,求平均值,采样和减去采样第一次值
LDW> VW300, +9
ITD VW300, VD216
DTR VD216, VD220
MOVR VD212, VD224
/R VD220, VD224
FIFO VW0, VW306
ITD VW306, VD308
DTR VD308, VD312
-R VD312, VD212
五、改造后经济效益和社会效益
改造完成后检修、生产岗位人员的相对工作量大幅降低,通过统计分析则全年可节约成本如下:
每年减少节约的备件(如爬架转动马达、减速机、带程序的PLC模块等)投入3万元;
每年减少卫生清扫器具投入、用水、用电以及 检修工器具等折合约0.5万元。4台设备节约费用为4*(3+0.5)=14万元。
锦达洗煤厂此次改造与原厂家的旧系统相比较有以下优点:
1.浓缩机的故障率明显减少、大大降低了故障处理时工人的劳动强度和安全风险,减少了备品配件的资金投入(例如:带源程序的PLC比单独购买无程序的PLC节约成本尽2万元)。
2.减少了故障影响时间,间接增加了运营收入。保证了设备安全和使用率,大大降低了检修工人的劳动风险。
3.因为plc程序可以在线监测,顾可配合检修维护人员进行PLC在线故障排查,降低检修任务的难度和效率,缩短了故障检修时间。
综上,此次改造为企业安全顺利生产打下了基础,做到真正的节能降耗、企业效益和综合社会效益均十分明显。