 汽车座椅骨架的焊接工艺和生产特点,设计出一套基于工业机器人技术的自动焊接系统。本文重点介绍了柔性组合夹具工装的设计要点和机器人系统焊接参数的设置与示教编程。
汽车座椅骨架的焊接工艺和生产特点,设计出一套基于工业机器人技术的自动焊接系统。本文重点介绍了柔性组合夹具工装的设计要点和机器人系统焊接参数的设置与示教编程。
【关键词】汽车座椅;自动焊接;工业机器人;柔性夹具
【Abstract】According to welding technology and production feature of the automobile seat frame, it designs a automatic welding system based on industrial robot technology. The article focuses on the design key point of flexible modular fixture and the teaching programming of robot control system.
【Key words】Automobile seat; Automatic welding; Industrial robot; Flexible fixture
0 引言
我国汽车产业近几年快速发展,未来一段时期还将稳步发展,相应的汽车零部件配套制造业也迅猛发展。在汽车零部件制造中,汽车座椅生产是其中一个重要的生产环节。汽车座椅的功能是为司乘人员提供便于操作、舒适安全的驾驶、乘坐位置,其必须安全可靠,并有足够的强度、刚度与耐久性。
汽车座椅的骨架的焊接精度和强度是保证座椅质量和可靠性的关键,目前座椅骨架焊接主要还以人工为主的传统焊接方式。这种方式焊接精度低,焊接质量和效率受工人的熟练程度和操作状态影响[1]。因此,本文针对汽车座椅骨架,采用工业机器人技术,设计出一套柔性高的自动焊接系统,保证了焊接质量的一致性,为主机厂提供质量合格的座椅骨架,以满足整车的装车要求。
1 系统焊接工艺流程
汽车座椅骨架主要管件框架和支持板等组成,焊缝包括弧形焊缝、直线焊缝和点状焊缝。待焊工件为碳钢材质,管壁厚度约3mm左右,考虑到工厂规模生产的成本问题,其焊接工艺选择CO2气体保护焊。因为二氧化碳气体制备较为简单,并且焊接速度快,焊接效率较高,适合多位置焊接,可以利用机器人自动实现频繁起弧和收弧的电流电压的控制,适宜焊接不规则的空间焊缝。焊件焊接后变形小,焊件加工精度高。
系统主要由焊接机器人、机器人控制系统、配套的焊接系统(包括焊接电源、送丝机、焊枪和二氧化碳气体)和柔性组合工装夹具等组成。待焊工件通过柔性组合工装夹具定位夹紧后,机器人根据给定的运动轨迹和焊接参数自动完成工件焊缝的焊接。系统采用双工位轮换设计,可进行焊接与装卸交替作业。即当在工位1进行工件的自动焊接作业时;操作人员可以在工位2上进行工件的装卸作业。机器人驱动焊枪按焊接程序完成工位1所有焊点的焊接作业后,控制单元发出工位转换指令,转向工位2进行自动焊接。操作人员再回到工位1进行工件的装卸作业,这样形成交替作业工作方式,从而提高了焊接的工作效率。
系统的焊接工作流程如图1所示。
2 柔性焊接组合工装夹具设计
使用机器人对焊缝进行自动焊接,待焊工件在焊接过程中必须能准确稳定地定位和夹紧。设计合理正确的工装夹具是保证焊接精度和质量的关键。
系统采用柔性孔系组合夹具对工件进行定位夹紧。夹具是由标准化、系列化、通用化的模块组成的,且模块之间的链接、固定和压紧都是以孔为基准定位,用锁紧销来实现快速锁紧,模块与模块之间可以根据焊接工件的实际尺寸可以自由调整。柔性组合夹具按功能可分为基础件、支撑件、定位件、调整件、压紧件、锁紧件和组合件等。
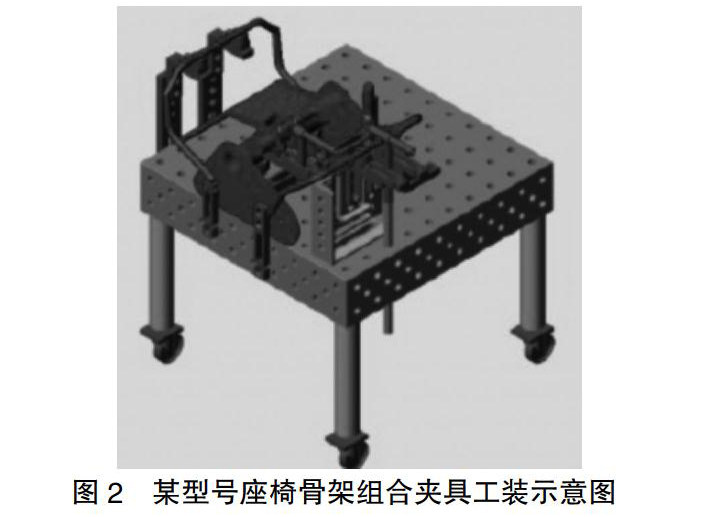
设计座椅骨架工装组合夹具,首先要对产品图纸进行分析,根据焊接工艺和关键尺寸要求来确定定位点和定位面,从而确定各个零部件的定位方式和压紧方式。然后分析焊缝位置,尽可能将较多焊缝的一面朝上,朝下一面焊缝的位置要设置高一些,使得机器人焊枪可伸入下方进行焊接。同时还需考虑工件的装卡顺序和工人操作空间的便捷性。从而实现工件一次装卡就可完成全部焊缝的焊接,减少二次装卡时间和装配误差。为防止焊接变形,工件的定位点需设置调整垫片用于调整反变形。由于座椅骨架的管框是固定在V型定位块中,为使焊接好的工件能顺利取出,最后还需设置顶升装置进行卸件。
某型号座椅骨架的组合夹具定位夹紧示意如图2所示:
采用柔性组合夹具设计座椅骨架工装,可适应不同型号座椅骨架的形状,几套夹具系统就可以替代大量高成本的专用工装,使用该工装后,可以省去不同型号座椅而投入的专用工装的费用和时间。在多品种、个性化的汽车座椅生产中,具有很高的经济性。同时组合夹具的所有模块加工精度均较高,工作平台在1000mm的范围内确保定位孔的位置误差在±0.1mm以内,完全可以满足焊接加工的需要。如果工件本身的几何尺寸不准确,也可以很快被检测出来,在初加工工序中便被消除[2]。
3 机器人自动焊接参数调节与编程
系统中的焊接机器人采用OTC的AII-V6型六自由度弧焊机器人,并配套了专用的DM350焊接电源以及相应的送丝机构。机器人控制系统连接各个工位的操作箱,在示教器上对工位数进行登录,并分配每个工位的作业程序。通过各工位操作箱的起动按钮的启动和预约功能,实现多工位自动轮换焊接。
机器人通过通讯线与焊接电源连接,焊接参数可在机器人控制系统中进行调节配置。在机器人程序中可以设置不同焊缝的焊接电流、焊接电压和焊接速度,还可以设置一些微调参数,如提前送气时间、滞后关气时间、回烧时间等,以达到理想的焊接效果。机器人控制系统可根据设置的焊接电流和焊接速度自动计算调整送丝速度,保证焊接的稳定性。
工件焊缝的焊接过程包括起弧阶段、焊接阶段和收弧阶段。在机器人编程中,需要设置起弧阶段和收弧阶段的电流电压等参数。通过反复的试验验证,对于面朝上的焊缝,起弧阶段焊接电流100A,焊接电压19V,焊接速度30cm/min,收弧阶段焊接电流90A,焊接电压19V,回烧时间0.3秒;对于面朝下的焊缝,起弧阶段焊接电流120A,焊接电压19V,焊接速度30cm/min,收弧阶段焊接电流100A,焊接电压19V,回烧时间0.3秒。此外,对于点状焊缝,焊接过程中保持焊枪1s不动。
在示教焊枪焊接运动轨迹过程中,调节焊接干伸长约为8mm,使用焊枪向焊接行进相反方向倾斜0°~10°的“推进”焊接法[3],可使气体保护效果较好。
4 结语
目前该系统已在某微型汽车座椅焊装车间投入使用,运行效果良好。系统焊接速度远远高于手工速度,大大降低劳动成本,生产效率提高了50%以上。系统焊接的焊缝光洁度好,每条焊缝都有很高的一致性,保证了座椅的焊接质量,满足主机厂座椅安装的要求。
基于工业机器人的汽车座椅骨架自动焊接系统柔性化程度高,当需要对产品进行更新升级时,只需设计相应工装夹具并更改调用相应的机器人程序就可以做到产品更新。可缩短产品改型换代的周期,及减少相应的设备投资。
【参考文献】
[1]程世玉,杜华,张余强.焊接机器人系统在汽车底盘焊接中的应用[C].上海:2003汽车焊接国际论坛,2003.
[2]李欣,周安.组合夹具在焊接机器人中的应用[J].金属加工:热加工,2010,(10): 31-33.
[3]杨秀文,钟熀文.工业机器人自动焊接系统应用与焊接质量控制[J].机电工程技术,2015,0(7):60-62.
[责任编辑:王楠]